
JOFR坚丰智能电批的拧紧曲线是反映螺栓连接质量的核心数据图谱,通过实时记录扭矩、角度、转速等关键参数的动态变化,为工艺质量监控提供可视化依据。该曲线不仅能判定最终拧紧结果是否达标,更能精准定位装配过程中的异常环节。
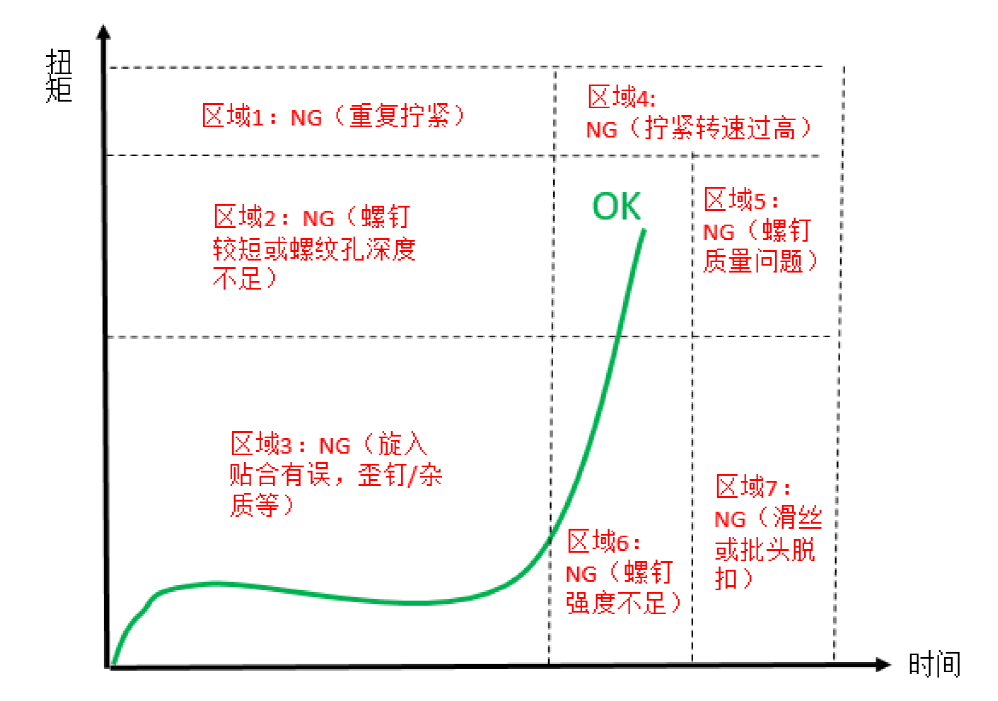
以下针对七种典型故障的曲线特征及诊断方法进行系统分析:
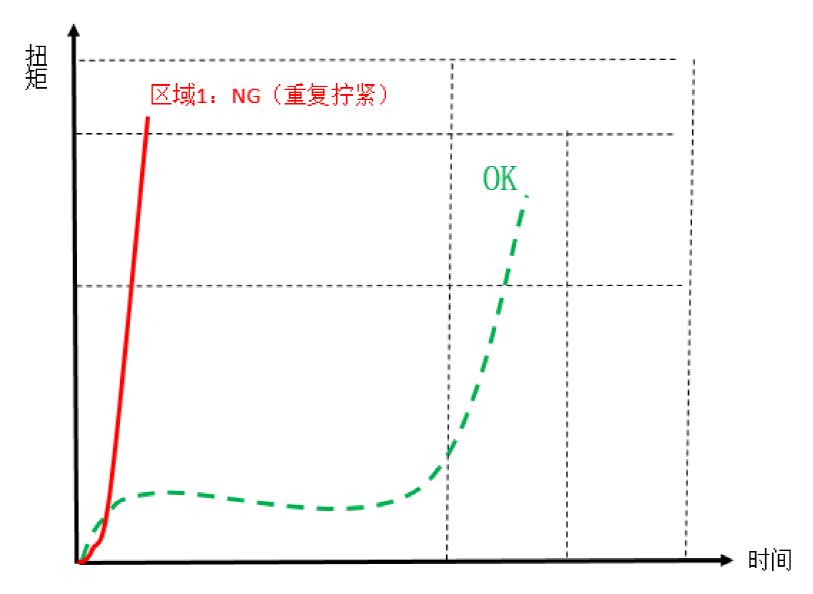
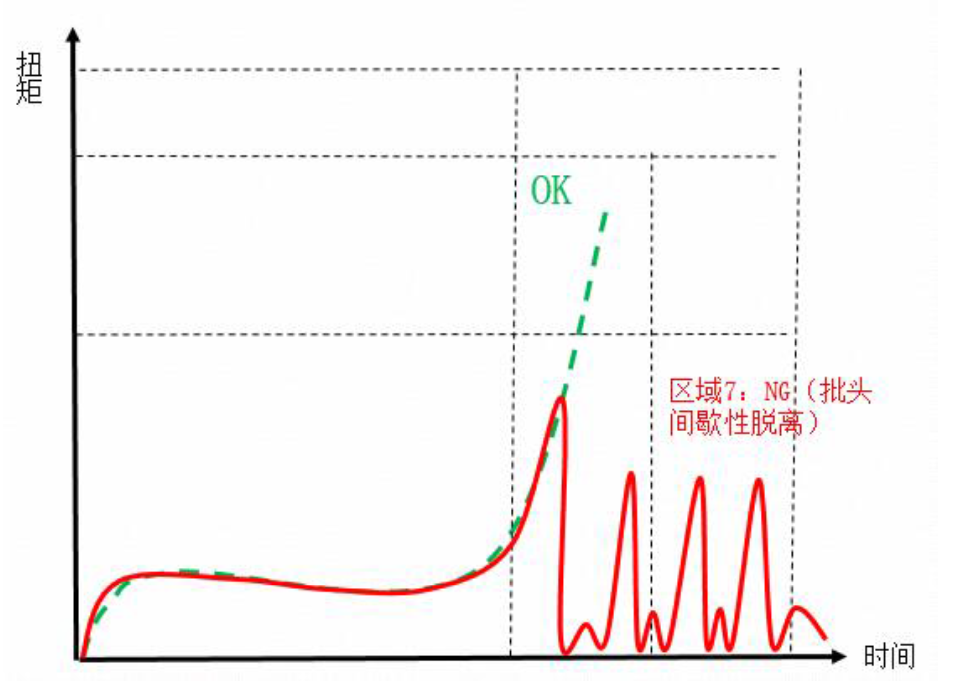
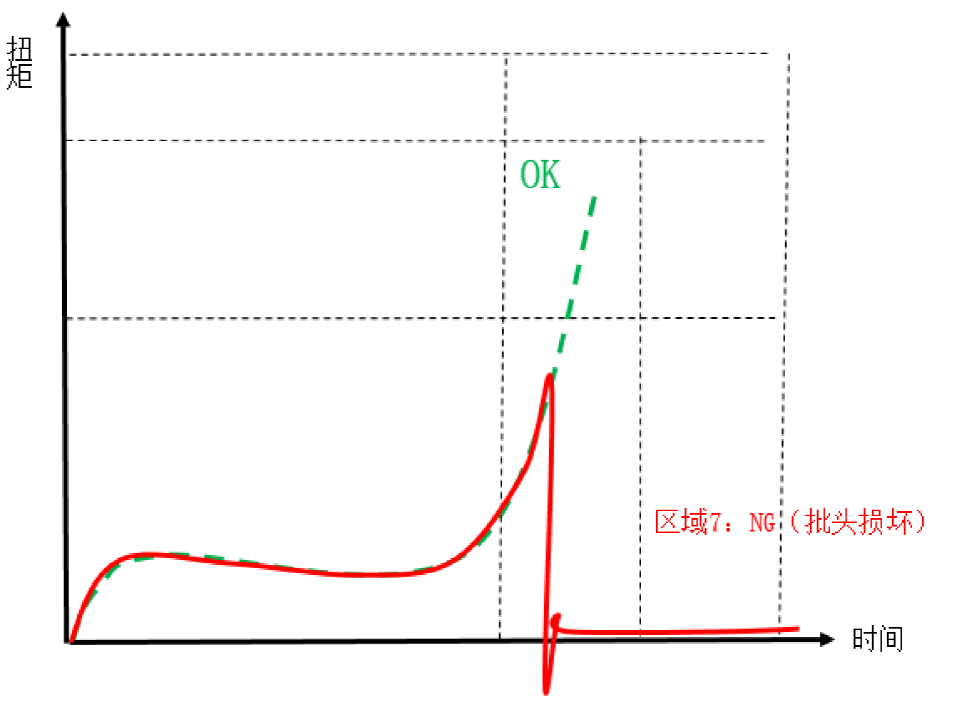
曲线特征:扭矩值在极短时间内呈现陡峭上升,缺失常规的缓升阶段
成因解析:批头重复作用于已紧固螺栓,其扭矩爬升速率受批头材质和结构参数直接影响
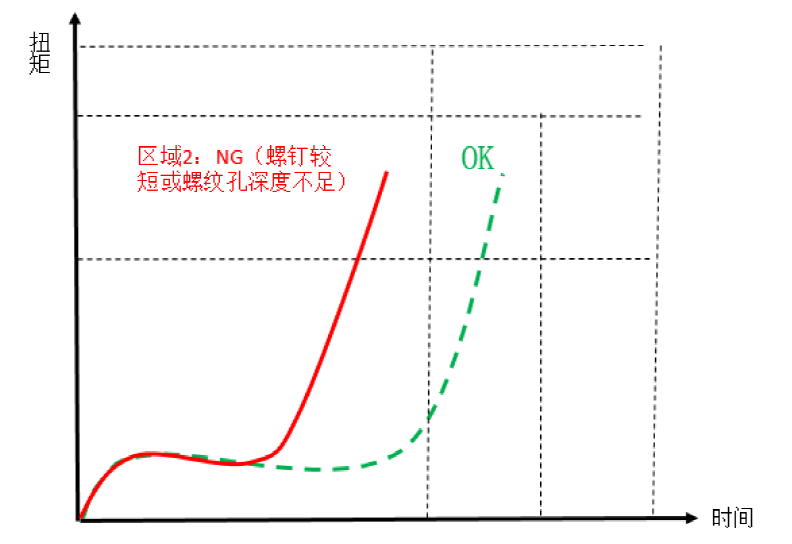
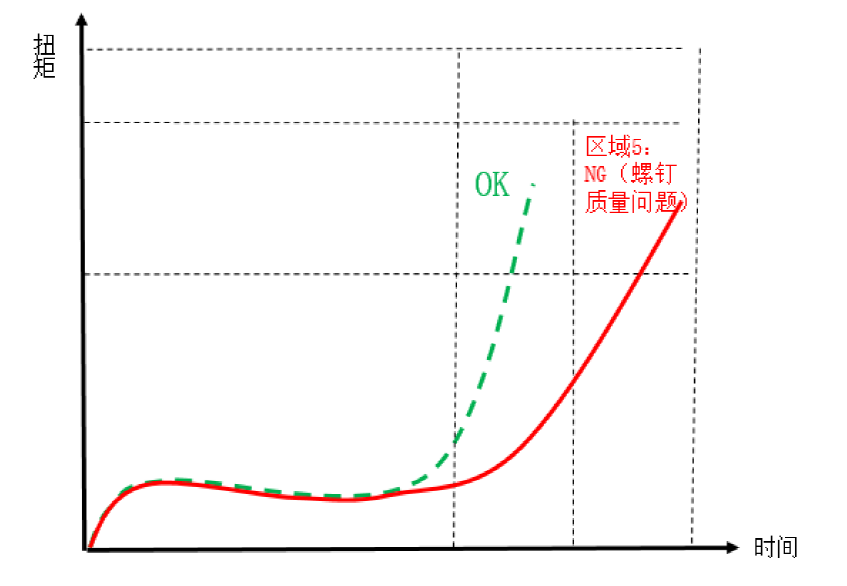
曲线特征:整体曲线形态与正常拧紧相似,但时间坐标轴明显左移
故障诱因:
- 螺钉有效旋合长度不足
-
螺纹孔深度不符合设计要求
- 工件表面存在装配干涉
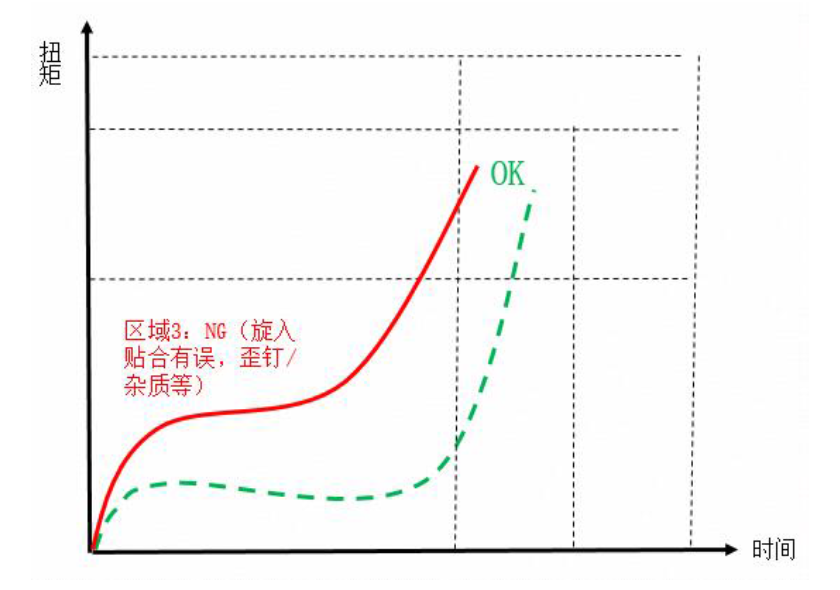
曲线特征:未经历正常贴合过程(区域6),直接从区域2进入OK域
可能成因:
1.
螺纹系统异常:镀层脱落、杂质污染、摩擦系数异常
2. 装配对位问题:螺钉规格错误、连接件不对中
3. 工件缺陷:螺纹超差、表面平整度不足
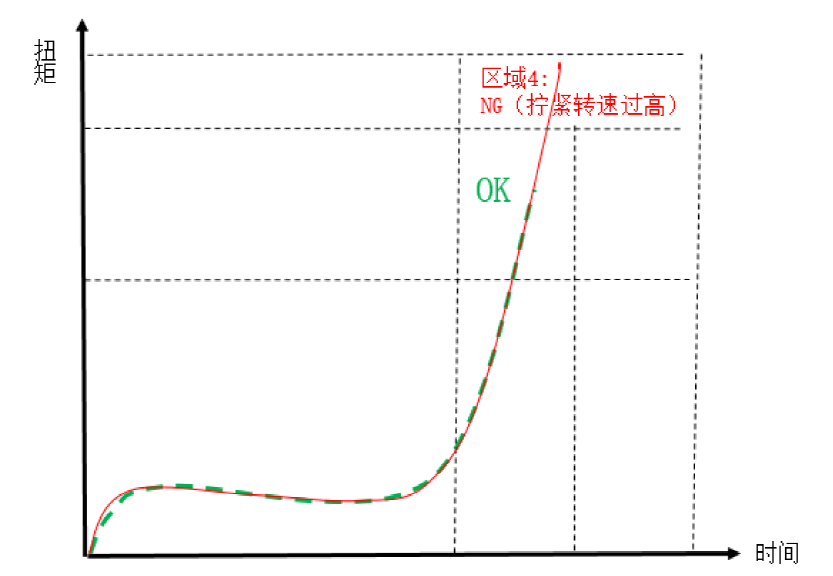
曲线特征:扭矩过冲超出合格区域
解决方案:
- 优化转速参数:降低终拧阶段转速
-
调整角度设定:为终拧预留足够行程余量
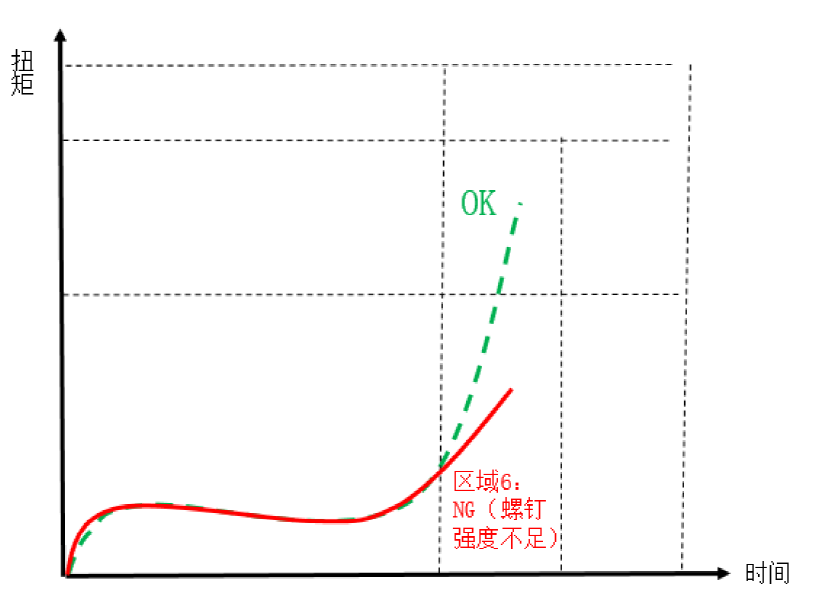
曲线特征:扭矩爬升速率显著低于标准曲线
诊断方向:重点排查螺钉强度、表面处理质量等材料特性问题
曲线特征:角度控制模式下无法达到目标扭矩值
失效机理:螺纹副承载能力不足,可能由材料强度或结构设计缺陷导致
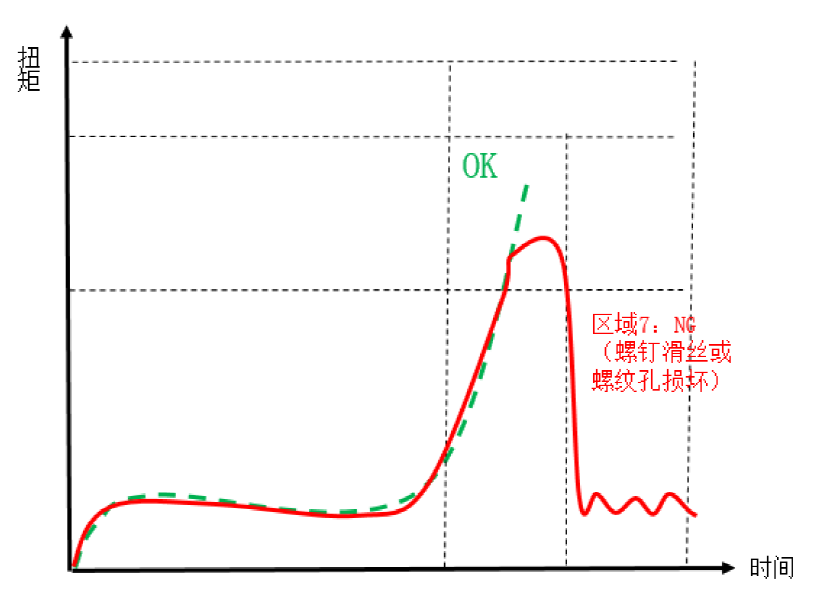
触发条件:实际拧紧时间超限引发系统强制停机
故障树分析:
①
关键件损伤:螺钉滑牙、螺纹孔失效、批头磨损
② 工艺参数异常:下压力不足导致批头脱扣
对于涉及夹紧力不足等复杂工艺问题,需综合考虑材料特性、来料质量、检测方法等多重因素。当出现难以独立解决的系统性问题时,建议联系设备制造商获取专业技术支持,必要时进行工艺参数优化或设备升级。
JOFR坚丰扭矩拧紧枪在现代工业生产中扮演着至关重要的角色,其扭矩监控与控制能力直接影响着产品装配质量。以传感器式拧紧枪为代表,这种设备集成了先进的传感技术、控制算法和人机交互系统,实现了对扭矩参数的精确管理。
在汽车制造业中,车灯组件的构造复杂多变,对螺丝拧紧作业提出了高要求。传统的自动工作站往往难以应对车灯装配中多角度、多层次的螺丝锁附需求,这不仅限制了生产效率,还可能影响产品质量。为此,坚丰提供了一种创新的解决方案,旨在通过先进的技术手段,实现汽车车灯在不同平面与多角度上的自动拧紧。
在工业自动化装配领域,扭矩过冲现象始终制约着生产效率与产品质量的双重提升。智能拧紧技术的出现,标志着装配工艺从"经验主导"向"数据驱动"的范式转变。
在汽车制造领域,螺栓拧紧是装配过程中的核心环节,其质量直接关乎整个产品的安全性和稳定性。然而,由于螺栓种类繁多、数量庞大,且外形相似,员工在操作中极易出错,导致诸如滑牙、漏装、错装和松脱等质量问题频发。尽管通过培训和经验积累可以降低出错率,但人为因素始终难以完全避免。因此,开发和应用设备级的防错机制成为了解决这一问题的关键。
随着工业自动化技术的飞速发展,吹气式锁螺丝机已成为制造业中不可或缺的高效工具。其独特的供料方式,不仅提高了生产效率,还确保了操作的稳定性和灵活性。
随着新能源汽车行业的持续快速发展,座椅行业的智能化生产已成为不可逆转的趋势。坚丰凭借其先进的自动化技术和数字化解决方案,为座椅制造商提供了强有力的支持。选择坚丰,就是选择迈向智汇装配之路,企业将能够提升生产效率、确保产品质量,为绿色出行提供坚实可靠的保障。
螺纹连接松动是工程实践中常见的故障现象,它不仅影响连接的可靠性,还可能引发被连接件的滑移和螺栓断裂等严重后果。因此,对螺纹连接松动进行深入的分析和对策制定至关重要。
在发动机装配线上,大壳体类零件如正时链壳罩、气缸盖罩和油底壳等的装配拧紧工艺,常常涉及到多颗螺栓在同一平面上的拧紧。这些螺栓虽然规格相同但数量众多。为满足这一需求,自动拧紧工艺应运而生,特别是采用扭矩可调控制的多轴螺栓拧紧机设备,对所有螺栓进行同步自动拧紧。
在智能装配领域,每一颗螺栓的拧紧质量都直接影响着产品的安全与可靠。随着工业自动化水平的不断提升,电动拧紧枪已成为高精度装配线上不可或缺的核心工具。面对市场上琳琅满目的品牌,如何选择一款真正精准、稳定且智能的拧紧工具?当我们把目光投向行业权威榜单时,坚丰电子总以其深厚的技术积淀与持续的产品创新,稳居前列,成为越来越多高端制造企业的共同选择。
自动螺丝锁付机作为工业自动化领域的关键一环,其技术的持续进步和应用的不断拓展,正有力推动着制造业向更高效率、更高质量、更智能化的方向迈进。未来,随着技术的不断成熟和集成,自动螺丝锁付机将拥有更广阔的应用前景和更强大的功能,为制造业的发展注入更强大的动力。对于那些追求创新和卓越的制造企业来说,积极投资和应用先进的自动螺丝锁付技术,无疑是实现生产优化和提升竞争力的重要途径。
