
在汽车制造领域,车门螺栓装配环节长期存在着卡钉、歪钉、松动等诸多难题,犹如横亘在行业发展道路上的一道道关卡。而JOFR坚丰凭借其卓越的技术实力与创新精神,成功攻克这些难题,为汽车制造行业带来了一场装配技术的革新风暴。
汽车车门作为车身的关键运动部件,其结构犹如一个精密的“机械王国”,由门外板、内板、门窗、门铰链、门锁等众多部件组成。这些部件之间的装配牢固性与密封性,直接决定了整车的品质与性能。一旦车门装配出现瑕疵,不仅会影响车辆的美观与舒适性,更可能危及行车安全。
随着自动化与智能化产线在汽车制造行业的广泛应用,工业机器人、协作机械臂等自动化设备成为生产线上的“主力军”。与此同时,新能源汽车产品更新换代速度加快,多车型共线生产已成为行业常态。这一系列变化,使得车门对装配精度与柔性生产能力提出了更为严苛的要求。传统的装配方式在面对复杂多变的装配需求时,显得力不从心,汽车制造企业迫切需要一种全新的解决方案来提升装配效率与质量。
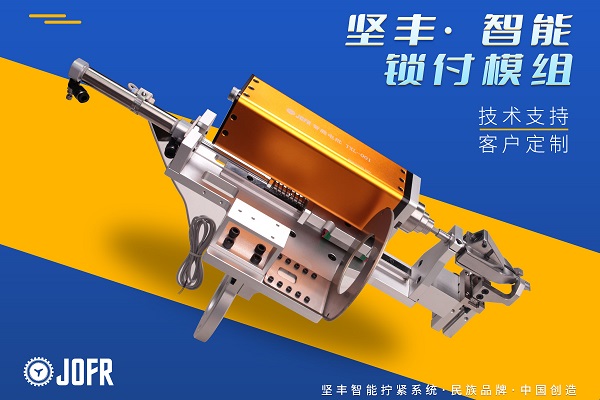
JOFR坚丰敏锐地捕捉到汽车车门装配中的痛点,凭借多年来在技术研发领域的深厚积累与持续创新,推出了一套全面且针对性强的自动化装配解决方案矩阵,为汽车制造企业应对复杂多变的装配需求提供了坚实有力的支持。
在复杂的车门内部环境中,车窗电机的拧紧位置往往角度倾斜,这就好比在崎岖的山路上驾驶,容易受到重力的干扰,导致螺钉扶持不稳,进而出现歪拧的情况。这不仅影响装配的美观度,更可能导致螺钉连接不牢固,存在安全隐患。
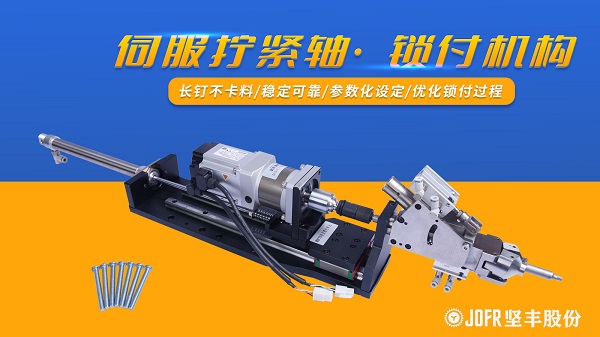
坚丰采用的吹加吸拧紧模组堪称装配领域的“多面手”。它能够轻松应对多边干涉或沉孔干涉等复杂工况下的拧紧任务,就如同一位经验丰富的登山者,能够在各种复杂地形中灵活穿梭。该模组可根据实际干涉距离精准选择对应的避让行程,确保送钉过程畅通无阻。此外,模组枪头经过精密的加工工艺管控,如同为螺钉量身定制的“稳定器”,能够为螺钉提供良好的扶持,确保螺钉吸附的垂直度及稳定性。即便是在水平拧紧的特殊情况下,也能有效避免重力影响,避免螺钉歪斜,显著提高了拧紧成功率,为车窗电机的稳定运行提供了可靠保障。
在车门内饰塑料件的拧紧过程中,通常会使用长径比较短的自攻钉。然而,这类螺钉自动送钉难度极大,容易在枪头的三岔口内发生翻转,导致横钉或卡钉现象,就像一群调皮的小精灵在狭窄的通道里“捣乱”,严重影响了装配效率。
坚丰研发的摆臂式枪头犹如一位技艺高超的“交通指挥员”,能够巧妙控制三岔口口径,确保小长径比螺钉以正确的姿态被吹送至枪头位置,并被有效扶持。此外,摆臂式设计还增加了存钉功能,就如同为螺钉搭建了一个临时的“休息站”,节省了吹钉时间,大幅提升了送钉节拍效率,让装配过程更加流畅高效。
在多车型共线生产或者同一工位存在多型号螺钉拧紧需求的情况下,装配设备的适配性成为了一大难题。传统的装配设备在面对不同车型和螺钉规格时,往往需要花费大量时间进行换型调整,导致生产效率低下。
坚丰采用的机械快换模组采用了轻量化结构设计,就像一位灵活的“变形金刚”,能够适配5kg机器人使用。其模块更换便捷,一机多用,通过拾取母头的快换装置,能够快速实现对多规格螺钉的柔性化装配。这就好比为生产线配备了一个“万能工具箱”,无论面对何种车型和螺钉规格,都能迅速完成适配,大大提升了生产装配效率,让多车型混线生产变得更加轻松自如。

门铰链作为车门结构支撑的关键部件,既需要保证车门开关具有较强的可操作性,又要确保在正常关闭状态下不会出现松动,这对拧紧工艺及一致性提出了极高的要求。传统的人工拧紧方式容易出现扭矩不一致的情况,影响门铰链的使用寿命和耐久性,就如同为车门安装了一个“不稳定的关节”,随时可能出现问题。
坚丰的智能拧紧工具犹如一位经验丰富的“质量检测员”,通过扭矩、角度的实时监控,能够及时发现拧紧过程中的异常情况,并同步至MES系统,实现拧紧全过程数据可追溯。尤其针对门铰链用到的外六方螺栓,采用“两步拧紧”策略,先反转认帽再快速旋入,随后停顿一段时间以释放弹性应变,最后再降速拧紧。这一策略不仅能够保证生产节拍,还能显著提高拧紧质量,降低扭矩衰减影响,为门铰链的稳定性和耐久性提供了坚实保障。
从送钉到拧紧,JOFR坚丰深入钻研汽车车门的装配流程,紧密贴合汽车行业客户的需求,以技术创新为驱动,不断优化柔性装配方案。目前,坚丰已为超过96%的汽车客户提供了覆盖送钉拧紧全场景的解决方案矩阵,助力其自动化产线实现提质增效。在未来的汽车制造领域,坚丰将继续发挥引领作用,推动全球智能装配技术迈向新的高度,为汽车行业的蓬勃发展注入源源不断的动力。
在汽车安全气囊的制造过程中,气体发生器与气囊封装盒的连接装配至关重要,它们通过螺栓连接在一起。螺栓连接以其结构简单、拆装方便、连接可靠且精度高的特点,被广泛应用于各种机械部件的连接中。在汽车安全气囊气体发生器上,普通螺栓连接因其结构简单、装拆方便且不受被连接件材料的影响而被广泛采用。螺栓连接的预紧是确保连接可靠性的关键步骤,通过施加正压力产生摩擦力来增强连接的稳固性。
螺栓拧紧过程的核心在于制定合适的拧紧策略。通过对拧紧过程的各个阶段实施不同的监控策略,可以有效地降低拧紧过程中的质量风险,提高产品质量和装配效率。
在自动化锁螺丝工艺中,持续且稳定的螺丝供料是至关重要的。目前市场上主流的自动锁螺丝机按其分料方式主要可以分为吹气式和吸附式两大类。
在现代工业制造的广阔舞台上,伺服智能电批以其独特的智能特性脱颖而出,成为提升生产效率、确保装配精度及实现数据追溯的重要工具。以坚丰伺服智能电批为例,让我们深入探索其多项核心功能。
在自动化装配领域日新月异的今天,坚丰凭借深厚的行业洞察与技术创新,匠心打造了全新系列的传感器式拧紧工具,专为满足制造业对高精度、高效率及智能化拧紧解决方案的迫切需求而生,助力企业迈向数字化转型与智能化升级的新纪元。
在当今竞争激烈的制造业环境中,任何生产线上的小错误都可能引发严重的质量问题,甚至导致整个生产线的瘫痪。为了有效应对这一挑战,众多企业纷纷引入了整线装配防错技术。坚丰,作为这一领域的佼佼者,推出了新一代智能拧紧工具防错软件,以智能化的监控和防错机制,实时捕获生产过程中的关键数据,确保每一步操作都精准无误。
随着新能源汽车行业的持续快速发展,座椅行业的智能化生产已成为不可逆转的趋势。坚丰凭借其先进的自动化技术和数字化解决方案,为座椅制造商提供了强有力的支持。选择坚丰,就是选择迈向智汇装配之路,企业将能够提升生产效率、确保产品质量,为绿色出行提供坚实可靠的保障。
近年来,汽车召回事件频繁发生,其中因螺栓未正确拧紧导致的问题占据一定比例。这种看似微小的失误,却可能给汽车的安全性和可靠性带来严重影响,甚至引发重大事故。因此,螺栓拧紧质量的控制显得尤为重要。
带垫片螺丝是一种头部带有垫圈的特殊螺丝,垫圈通常由橡胶、塑料或金属等材料制成,具备多种功能,如缓冲、隔离、防水、防震和防松。带垫片螺丝在防水和减震方面表现更出色。
在机械装配领域,螺栓紧固是基础且关键的环节,而拧紧扭矩则是决定紧固质量的核心指标。然而,一个常被忽视的事实是:相同的拧紧扭矩,未必产生相同的夹紧力。数据显示,高达90%的拧紧扭矩被摩擦所消耗,仅有约10%最终转化为有效的夹紧力。这一惊人的能量损耗背后,是摩擦系数“看不见的手”在操控——其微小波动,足以导致夹紧力产生一倍以上的差异。 作为智能拧紧技术的引领者,深圳市坚丰股份有限公司凭借深厚的行业积累与技术洞察,将带您深入拧紧扭矩的微观世界,解析影响其分配效率的关键因素,并揭示如何实现从“控制扭矩”到“控制夹紧力”的跨越。
